ダイカストのめくれ(はがれ)とは、ダイカスト品の表面が部分的に薄くはがれた状態を指します。こちらの記事では、そのめくれの原因と対策を紹介いたします。
ダイカストにおけるめくれ(はがれ)の原因
ダイカストの欠陥は主に
①外部欠陥
②寸法上の欠陥
③内部欠陥
の3種類に大別でき、めくれは「外部欠陥」に分類されます。
ダイカストにおけるめくれの原因には、以下の2点の原因が考えられます。
①空洞によるめくれ(はがれ)
キャビティ―内のガスや空気が製品内に閉じ込められることで空洞ができ、製品の表面が剥がれることにより、めくれとなる。
②凝固片・チル層・介在物の剥がれによるめくれ(はがれ)
充填開始直後の溶湯の飛散により金型表面に付着した凝固片や、溶湯の射出力によって破断されたチル層、介在物などが剥がれて、めくれとなる。
ダイカストにおけるめくれ(はがれ)の対策
金型キャビティ―内に溶湯が射出され金型に接触した時点で溶湯の熱は低下し、その場に溶湯が留まることで凝固し、チル層が形成されます。そのため、金型の適切な温度管理により、充填完了前のチル層の形成を防止する必要があります。
また、射出力の制御により溶湯の飛散をおさえ、チル層の破断や、金型とチル層の間に溶湯が流れ込まないようにすることも必要です。
ダイカストの製品事例
サーボモーター用ブラケット①
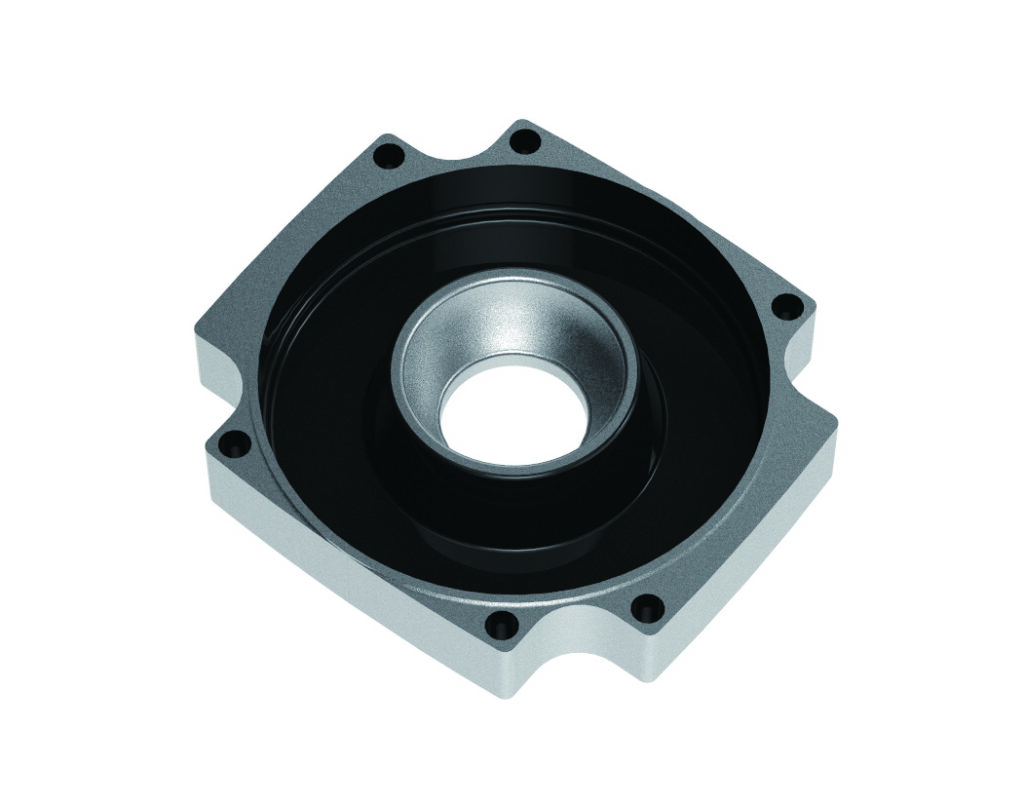
こちらはサーボモータ用のブラケット品です。
協力メーカー様と共に、鋳造から電着塗装、後加工まで一貫生産いたしました。
鋳物ブッシュをインサートして鋳造しており、軸の動きを円滑にしています。また、加工精度としてh7公差(はめあい公差)に対応しています。
サーボモーター用ブラケット②
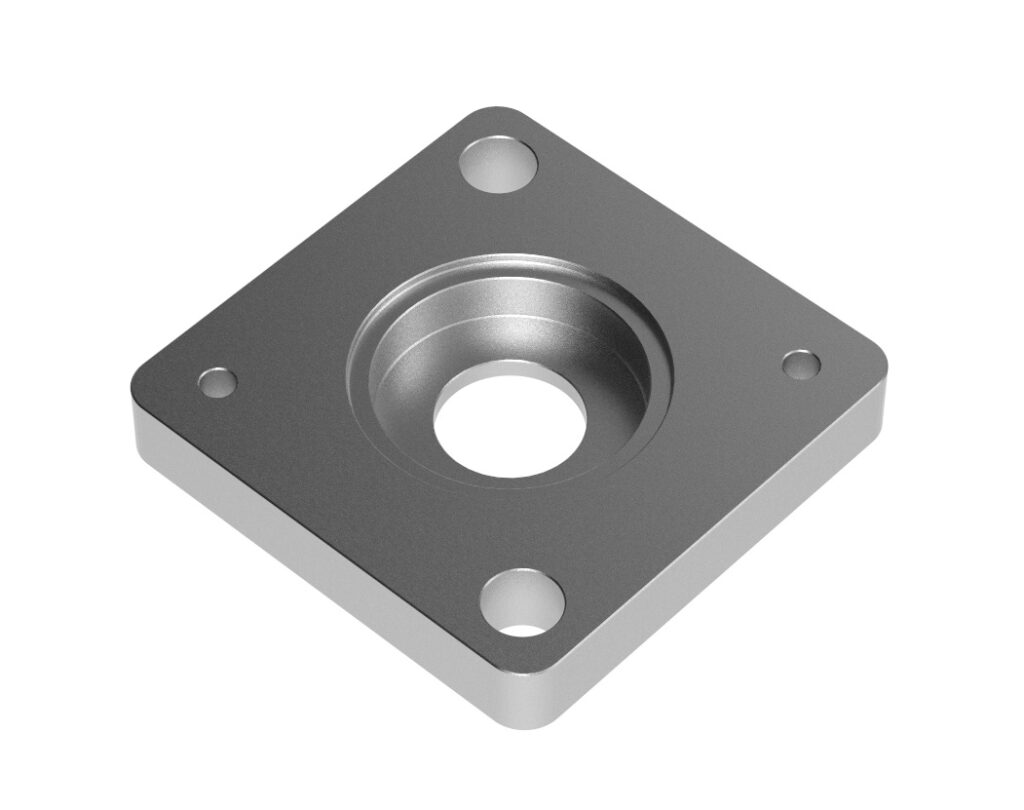
こちらもサーボモータ用のブラケット品です。
協力メーカー様と共に、鋳造から三価クロメート処理、後加工までを一貫生産いたしました。
150,000個と大量生産のご依頼でしたが、鋳造の際に4個取り金型を導入することによってコストダウンとリードタイムの短縮を実現いたしました。
また、こちらも加工精度としてh7公差(はめあい公差)に対応しています。
産業用ロボット向けヒートシンク
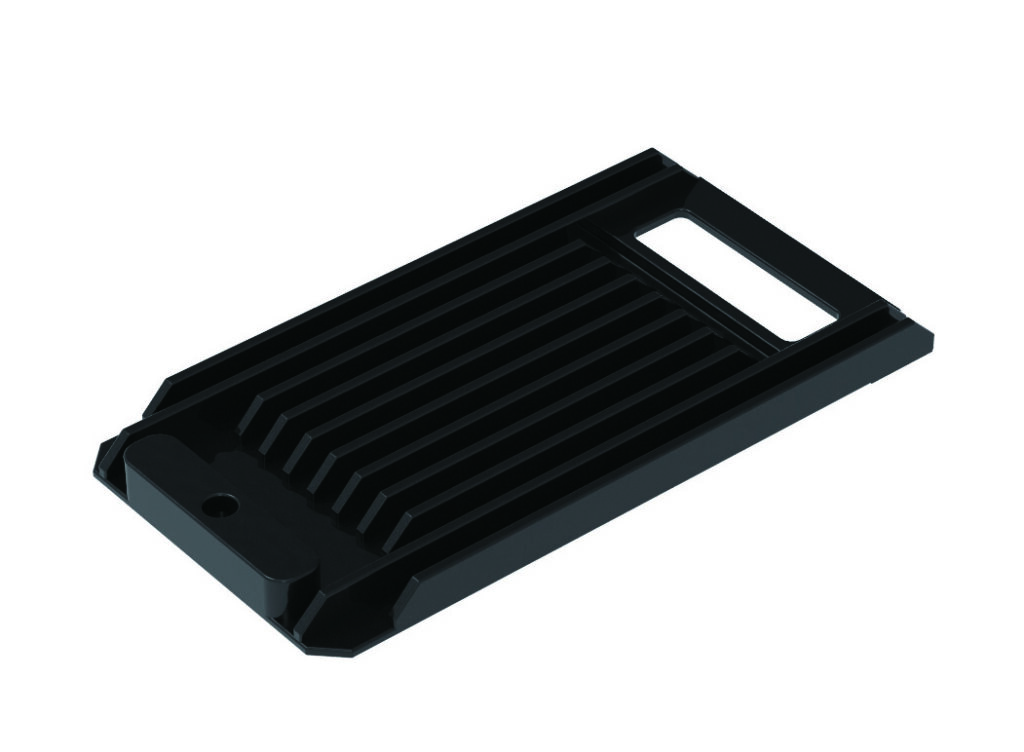
こちらは、産業用ロボットで使用されるヒートシンクです。
材料メーカー様が開発されたヒートシンク用のアルミ材(開発合金)を使用した製品で、アルミダイカストでありながらアルミ鋳物並みの放熱性を実現しています。
また鋳造及びマシニング加工後の処理としては、三価クロメート処理と粉体塗装を協力メーカー様に実施いただき、当社にて出荷検査をして納品いたしました。
ダイカストのことならダイカスト加工センター.comにお任せください!
今回は、ダイカスト製品のめくれ(はがれ)の原因と対策についてご紹介いたしました。
当社では、めくれを始めとした様々なダイカストにおける不良に対しての知見を基にあらゆる対策を行っています。
また、VA・VE提案や工法転換提案など、様々な提案を行っており、試作・設計段階からのご相談を数多くいただいております。
ダイカストに関して、お困りごとがございましたら、お気軽にご相談ください。
最後までお読みいただき、ありがとうございました!